La technologie de découpe au jet d’eau est un procédé de fabrication qui utilise un jet d’eau hyperbare pour découper la matière : mousse, cuir, matériaux métalliques, pierres, matériaux composites, produits agroalimentaires…
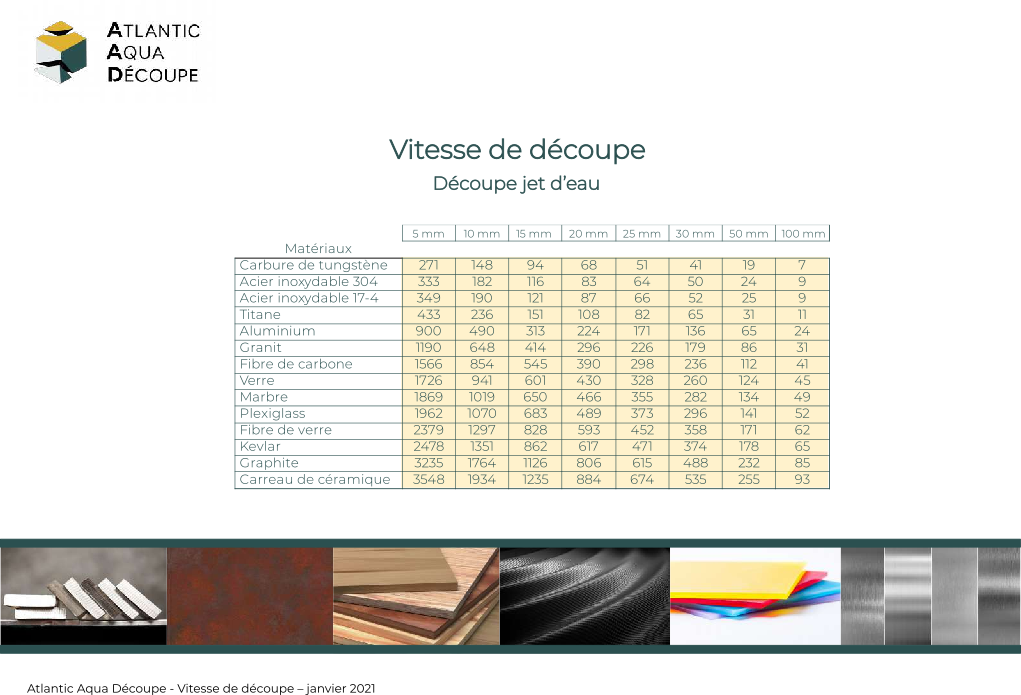
Découpe jet d'eau
L’eau, ou plus exactement le fluide, peut contenir des additifs, notamment pour faciliter la coupe du matériau. Ainsi, la découpe au jet d’eau additionnée d’abrasif (type grenat), d’une granulométrie de 80 mesh dans le standard, permet la découpe de métaux. Mais elle permet également le découpe de pierres, marbres, verre dans des épaisseurs allant jusqu’à 600 millimètres.
Les avantages de la technique de découpe jet d’eau sont nombreux :
Découpe de faibles épaisseurs et de surfaces épaisses
Pas de déformation de la matière
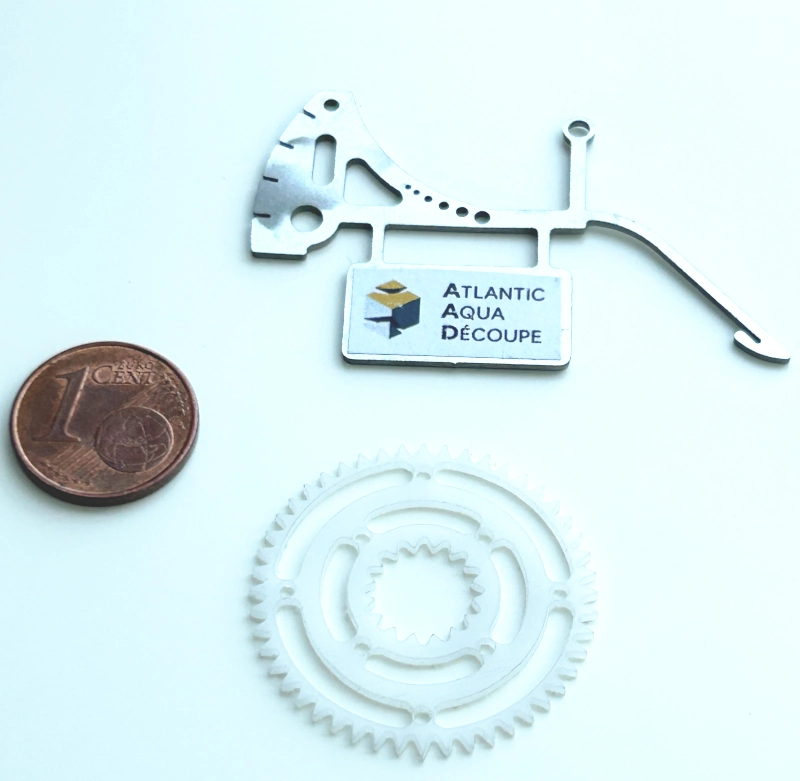
Fiabilité et finesse de la découpe : 1/10ème de mm
Nombreuses possibilités de personnalisation.
Deux techniques de découpe
Technologie découpe jet d'eau pure
Le jet d’eau pure (JEP) est utilisé pour découper des matériaux tendres. La découpe de la matière est rapide et efficace et utilise une force de coupe extrêmement faible.
Cette méthode est principalement utilisée pour couper les matières souples comme le tissus, le PVC, les matières plastiques, les tissus céramiques, les fibres de verre, le caoutchouc, le cuir.
Le découpe à l’eau pure (tous les matériaux se coupant au cutter) est réalisé par le biais d’une buse de coupe de 0,08 mm à 0,30 mm. Elle est sertie d’un diamant industriel.
Technologie Découpe jet d'eau
Quels avantages ?
Un des avantages de la technologie découpe jet d’eau est la transmission d’une quantité négligeable de chaleur à la pièce usinée. Les éléments créés par ce procédé ne subissent donc aucun changement de structure cristalline, généralement causé par les efforts de coupe des outils traditionnels.
Découpe jet d'eau et abrasif
La technologie de découpe par jet d’eau abrasif (JEA) est une amélioration de la technique précédente. Elle est destinée à la découpe des matériaux durs. Le jet d’eau abrasif est une méthode qui utilise le phénomène d’érosion, par le biais de l’abrasif mélangé à l’eau.
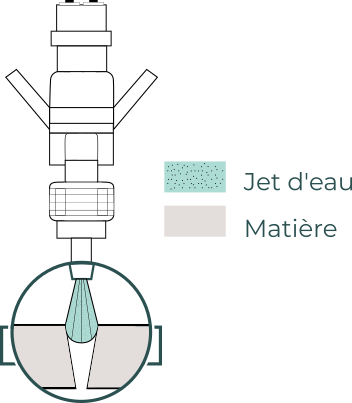
L’eau passe par la buse
Le sable est ajouté
L’air est également incorporé au jet
L’eau et le sable passent par le canon de focalisation qui assure une cylindricité du mélange. Le mélange (eau+air+abrasif) devient triphasique.
La buse de coupe est de 0,20 mm à 0,40 mm (sertie d’un saphir ou d’un diamant industriel). Le canon de focalisation de 0,50 mm à 1,2 mm.
Si la vitesse de coupe est trop rapide, l’énergie du jet peut être trop faible dans son passage pour traverser la pièce et la découpe ne peut-être effectuée. En adaptant et en limitant la vitesse du jet, ce dernier a alors assez d’énergie pour traverser le matériau.
Si la vitesse de coupe est trop rapide, l’énergie du jet peut être trop faible dans son passage pour traverser la pièce et la découpe ne peut-être effectuée. En adaptant et en limitant la vitesse du jet, ce dernier a alors assez d’énergie pour traverser le matériau.
Si la vitesse de coupe est trop rapide, l’énergie du jet peut être trop faible dans son passage pour traverser la pièce et la découpe ne peut-être effectuée. En adaptant et en limitant la vitesse du jet, ce dernier a alors assez d’énergie pour traverser le matériau.
Si la vitesse de coupe est trop rapide, l’énergie du jet peut être trop faible dans son passage pour traverser la pièce et la découpe ne peut-être effectuée. En adaptant et en limitant la vitesse du jet, ce dernier a alors assez d’énergie pour traverser le matériau.
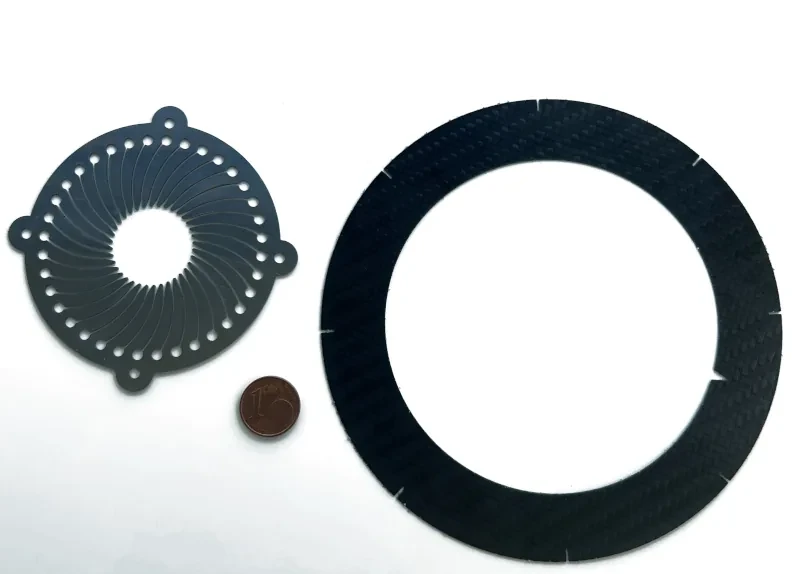
Micro-découpe
Il est possible de travailler avec un jet de diamètre extrêmement réduit (inférieur ou égal a 0.4 mm avec garnet adapté) on parle alors de micro découpe Cette microdécoupeau jet d’eau permet des découpes fines complexes et détaillées. Principalement utilisée sur la gamme d’épaisseur plus fine elle permet d’améliorer la tolérance (+-0.05 mm) et de réaliser des pièces sans nécessité d’ébavurage ultérieur.
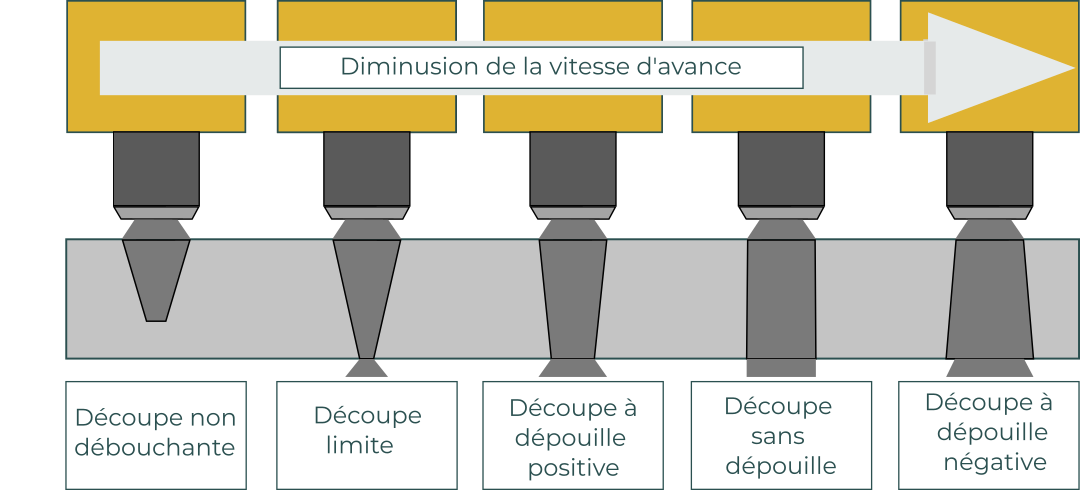
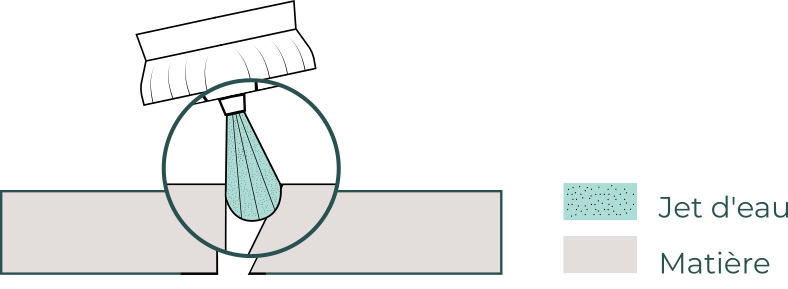
Principe de la dépouille
Si la vitesse de coupe est trop rapide, l’énergie du jet peut être trop faible dans son passage pour traverser la pièce et la découpe ne peut-être effectuée. En adaptant et en limitant la vitesse du jet, ce dernier a alors assez d’énergie pour traverser le matériau. Ainsi, au fur et à mesure que la vitesse est réduite, l‘angle de dépouille diminue, puis s’annule et devient même négatif si la vitesse est très faible.
Quels avantages ?
La performance de la découpe jet d’eau abrasif provient de l’énergie transmise aux particules abrasives et au délai d’exposition du jet sur le matériau et donc à la vitesse d’avance. À la différence de la découpe laser ou celle effectuée avec des outils tranchants traditionnels, extrêmement rigides, la coupe au jet d’eau abrasif est polyvalente. Ainsi, cette caractéristique préserve les matériaux et réduit la dépouille .
La performance de la découpe jet d’eau abrasif provient de l’énergie transmise aux particules abrasives et au délai d’exposition du jet sur le matériau et donc à la vitesse d’avance.
Propriétés uniques
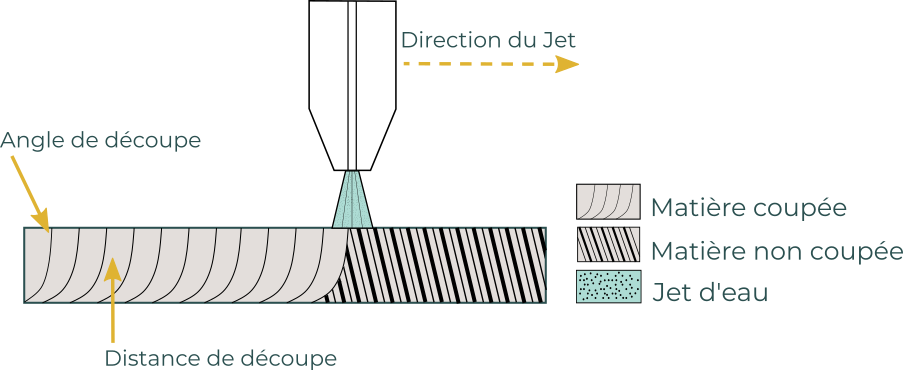
Le jet d’eau abrasifchange de forme en pénétrant dans la matière et la sépare. Cette adaptabilité est démontrée par deux phénomènes des jets de coupe : La conicité et la traînée
Conicité
Le schéma suivant présente la coupe d’une pièce en donnant des parois non parallèles.
Ce profil de coupe est nommé conicité. L’amplitude et la direction de la conicité sont une fonction des éléments du procédé, tels que l’épaisseur de la matière et la vitesse de la coupe.
Traînée
L’illustration présente la sortie du jet et son impact sur la matière, par rapport à son point d’entrée.
Tout comme la conicité, l’amplitude et l’apparence de la traînée varient en fonction de la matière coupée.
Dynamic Waterjet
Le Dynamic Waterjet est conçu pour compenser ces idiosyncrasies du procédé de coupe par une combinaison de dispositifs électromécaniques et techniques de logiciel.
Épaisseur de coupe
Matériaux
Épaisseur maximum (mm)
Dépouille moyenne
Acier inoxydable 304
80
+/-0,2 mm
Acier inoxydable 316
80
+/-0,2 mm
Titane
85
+/-0,2 mm
Aluminium
320
+/-0,2 mm
Granit
300
+/-0,3 mm
Fibre de carbone
50
+/-0,3 mm
Verre
10
+/-0,3 mm
Marbre
12
+/-0,5 mm
Polycarbonate
20
+/-0,3 mm
Fibre de verre
20
+/-0,3 mm
Carreau de céramique
20
+/-0,5 mm
Comme précisé, la technologie découpe jet d’eau est une découpe à froid. Ainsi, il n’y a donc pas de ZAT (zone affectée thermiquement) à l’issue de la découpe.
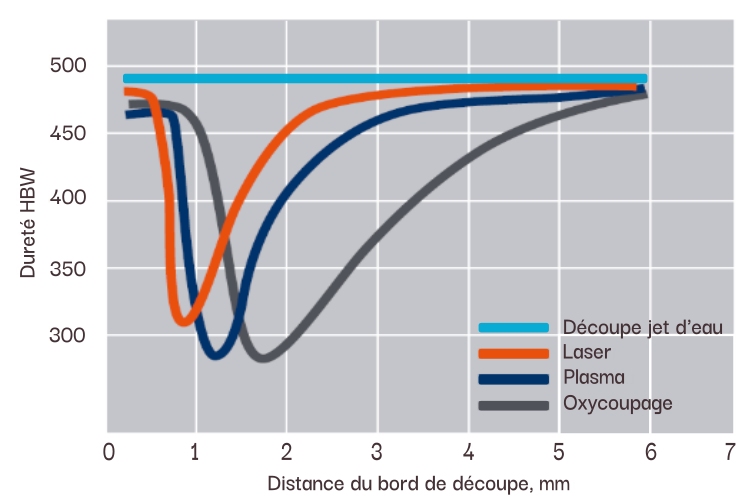
De plus, cet avantage permet de ne pas changer les caractéristiques du matériau (dureté, résistance mécanique) La figure ci-dessous montre l’impact des autres technologies de découpe sur la dureté au bord du trait de coupe.
Quel est l'impact de la découpe jet d'eau sur la matière ?
Plaque d’acier anti-abrasion, 6 mm. Profil du dureté type d’une surface découpée thermiquement, du bord vers l’acier de base.
Ce site utilise seulement des cookies nécessaires à son fonctionnement, afin de vous garantir la meilleure expérience de navigation. En poursuivant votre navigation, vous acceptez leur utilisation.